Construction Photos
Pipes: the first things to be made. These are the bodies and feet of the Choir Gedeckt 8'.



John planes languid stock to the proper thickness.

Beveling the edge of a pipe body, which defines the width of the solder seam.


Choir Gemshorn 4'.

Choir Gemshorn 4'.

The Choir has a Flute stop of 4' pitch that is made of American black cherry.

Assembling the grids for slider windchests.




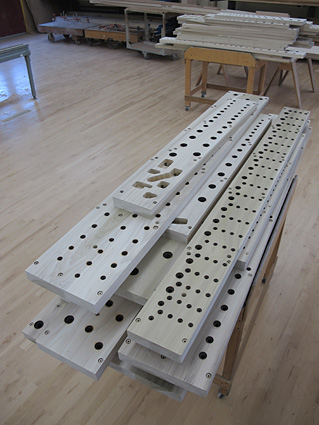
Some of the many toeboards for the organ. Each one of the dark circles is a hole on which a pipe stands.


Stacks of pallets, which are the valves that admit air into the windchest channels.

Concussion schwimmers, which steady the wind. These are disabled when the tremulants are used.

Stacks of bellows ribs.

Bob makes components for the curtain valves inside the bellows.

Skiving the rib leather.

Some of the rib leather has been applied.

Now with leather gussets.

The static reservoir, lined with fiberglass panels for sound absorption, is on top.
One of the rollerboards, here shown upside down.

The three Swell slider windchests, placed upside-down on rolling carts, are lined up so that the rollerboard can be fitted to them.


Jim fits sliders to one of the Swell windchests.


Some of the larger offset pipes are played by pneumatic windchests. These are the windchest ‘shells’.

Bob bores channels in a pouchboard.

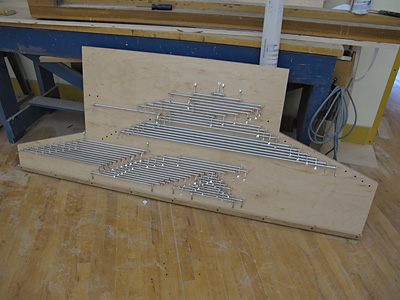
Installing springs in a pouchboard.

Completed pneumatic offset windchests.

A muffler to quiet the operation of the primary valves.

Several stacks of swell shades await cutting to their final length.

Randall sets up the center Swell shade front.
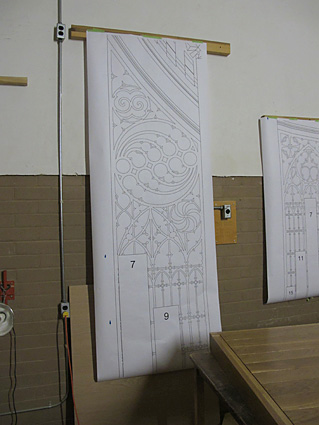
Full-size drawings of the pipe shades.

Laser-cut fretwork pipeshades.



MC = Merton College;
1264 - 2014.

Pat selects boards of quartersawn oak to be glued into panels.

The profile of the raised panels is cut on a spindle shaper.


Randy fits a piece of wood for one of the case back frames that will be cut with a curving profile.

The same frame, with completed curved element.

A detail of the moulding on one of the case frame openings.

Randall fits doors on the back of the case, with completed case frames as a backdrop.

Completed spires for the top of the façade posts.

Pendants that will be fitted to the lower end of the façade posts.



Mouldings being glued up.

More mouldings, these with dentils.


Pat assembles some moulding that have carved trefoils.

A section of carved bifoils.

Brackets under the cantilevered part of the case.

Laminating curved ribs for the brackets.

The brackets being assembled.


The ‘birdhouse’ at the top of the center tower.
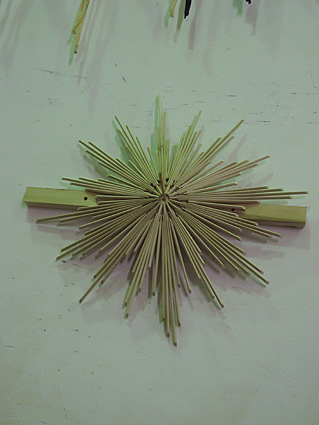
The wooden background for the Zimbelstern, which is about 18" in diameter. It will be painted and gilded. A star of tin will rotate in front of it.

Fitting woodwork around the pedalboard.

The stop jambs.

A color sample board. In common with Gothic architecture, the organ case details will have accents of 22K gold and fairly simple and bright colors.

Some color samples depicting different decorative schemes.


Lynn Dobson cleans excess gold leaf from one of the gilded pieces.

The console chassis, which contains the mechanism for the couplers.


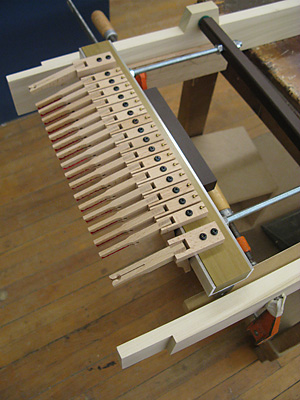
Wooden squares are mounted on a common beam, a floating beam, which can move to compensate for seasonal variations in humidity.

The organ has electric stop action and a combination action. Most of the equipment for those systems is mounted on a single board installed within the base of the organ adjacent to the console.